衢州长轴加工
更新时间:2026-06-01 浏览数:594
所属行业:加工 机械零部件加工
发货地址:广东省深圳市宝安区
产品数量:9999.00个
价格:面议
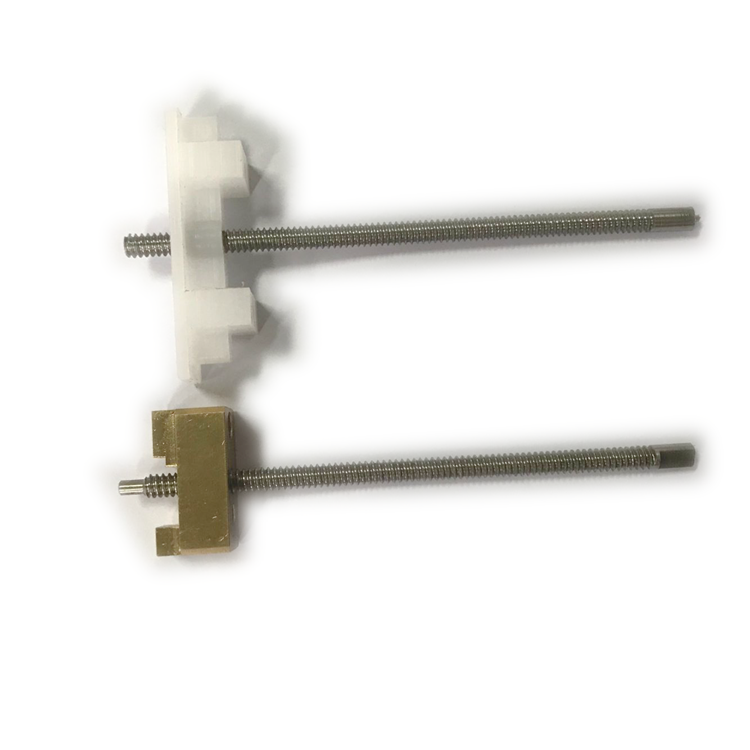
细长轴CNC机加工 CNC数控车床走心机加工316L不锈钢多台阶扁位轴

轴类零件一般加工要求及方法
2.1 轴类零件加工工艺规程注意点
在学校机械加工实习课中,轴类零件的加工是学生练习车削技能的基本也重要的项目,但学生后完工工件的质量总是很不理想,经过分析主要是学生对轴类零件的工艺分析工艺规程制订不够合理。
轴类零件中工艺规程的制订,直接关系到工件质量、劳动生产率和经济效益。一零件可以有几种不同的加工方法,但只有某一种较合理,在制订机械加工工艺规程中,须注意以下几点。
1.零件图工艺分析中,需理解零件结构特点、精度、材质、热处理等技术要求,且要研究产品装配图,部件装配图及验收标准。
2.渗碳件加工工艺路线一般为:下料→锻造→正火→粗加工→半精加工→渗碳→去碳加工(对不需提高硬度部分)→淬火→车螺纹、钻孔或铣槽→粗磨→低温时效→半精磨→低温时效→精磨。
3.粗基准选择:有非加工表面,应选非加工表面作为粗基准。对所有表面都需加工的铸件轴,根据加工余量小表面找正。且选择平整光滑表面,让开浇口处。选牢固可靠表面为粗基准,同时,粗基准不可重复使用。
4.精基准选择:要符合基准重合原则,尽可能选设计基准或装配基准作为定位基准。符合基准统一原则。尽可能在多数工序中用同一个定位基准。尽可能使定位基准与测量基准重合。选择精度高、安装稳定可靠表面为精基准。
工艺规程制订得是否合理,直接影响工件的质量、劳动生产率和经济效益。一个零件可以用几种不同的加工方法制造,但在一定的条件下,只有某一种方法是较合理的。因此,在制订工艺规程时,必须从实际出发,根据设备条件、生产类型等具体情况,尽量采用先进加工方法,制订出合理的工艺规程。

走心机订做针轴 长轴 连接轴 小型轴 玩具马达轴 风扇转轴
改进工件的装夹方法
粗加工时,由于切削余量大,工件受的切削力也大,一般采用卡顶法,尾座顶尖采用弹性顶尖,可以使工件在轴向自由伸长。但是,由于顶尖弹性的限制,轴向伸长量也受到限制,因而顶紧力不是很大。在高速、大用量切削时,有使工件脱离顶尖的危险。采用卡拉法可避免这种现象的产生。
精车时,采用双顶尖法(此时尾座应采用弹性顶尖)有利于提高精度,其关键是提高中心孔精度。
采用跟刀架
跟刀架是车削细长轴极其重要的附件。采用跟刀架能抵消加工时径向切削分力的影响,从而减少切削振动和工件变形,但必须注意仔细调整,使跟刀架的中心与机床顶尖中心保持一致。
采用反向进给
车削细长轴时,常使车刀向尾座方向作进给运动(此时应安装卡拉工具),这样刀具施加于工件上的进给力方向朝向尾座,因而有使工件产生轴向伸长的趋势,而卡拉工具大大减少了由于工件伸长造成的弯曲变形。





