衡水长轴加工厂家
更新时间:2026-06-04 浏览数:810
所属行业:加工 机械零部件加工
发货地址:广东省深圳市宝安区石岩街道
产品数量:9999.00个
价格:面议
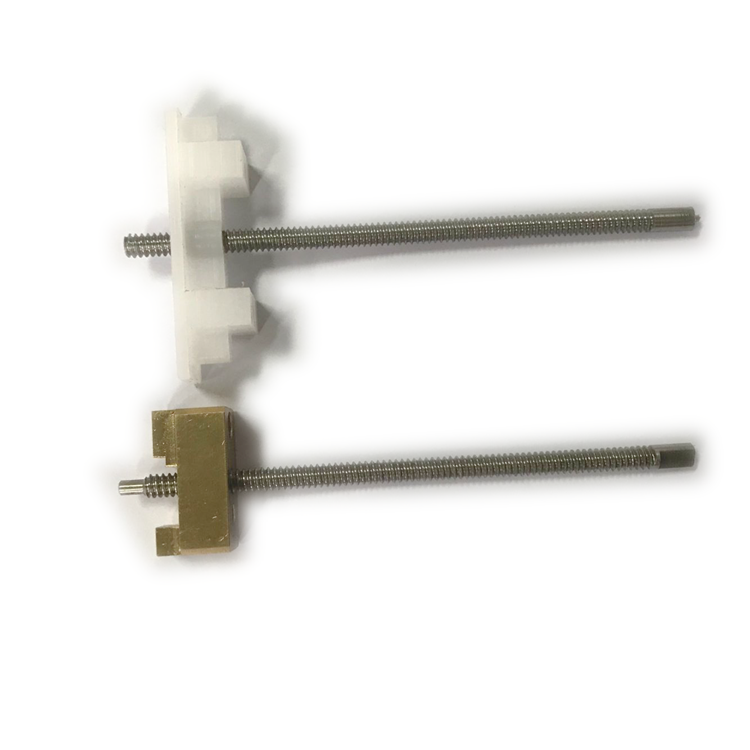
细长轴加工
车削细长轴的关键技术是防止加工中的弯曲变形,为此必须从夹具、机床辅具、工艺方法、操作技术、刀具和切削用量等方面采取措施。 1、改进工装夹方法在车削细长轴时,一般均采用一头夹和一头顶的装夹方法。用卡盘装夹工件时,在卡爪与工件之间套入一开口的风丝圈,以减少工件与卡爪轴向接角长度。在尾座上采用弹性顶尖,这样当工件受切削热而伸长时,顶针能轴向伸缩,以补偿工作的亭台形,减少工件的弯曲。 2、采用跟刀架跟刀架为车床的通用除件,它用来在刀具切削点附近支承工件并与刀架溜板一起作纵向移动。跟刀架与工件接触处的支承一块一般用耐磨的球墨铸铁或青铜制成,支承爪的圆弧,应在粗车后与外圆研配,以免擦伤工件,采用跟刀架能抵消加工时径向切削分力和工件自重的影响,从而减少切削振动和工件变形,但必须注意仔细调整,使跟刀架的中心与机床顶针中心保持一致。 3、合理选择车刀的角度为减少径向切削力,宜选用较大主偏角;前刀面应磨出R=1.5-3mm的断屑槽,前角一般取γ0=150-300;;刃倾角λs取正值,使切屑流向待加工表面;车刀表面粗糙度值要小,并经常保持切削刃锋利。 4、合理选择切削用量车削细长轴时,切削用量应比普通轴类零件适当减小,用硬质合金车刀粗车,可按下表切削用量。 精车时,用硬质合金金车刀车削φ20φ40mm,长1000-1500mm细长轴时,可选用f=0.15-0.25mm/r,ap=0.2-0.5mm,v=60-100m/s
轴的结构设计:
轴的结构设计是确定轴的合理外形和全部结构尺寸,为轴设计的重要步骤。它由轴上安装零件类型、尺寸及其位置、零件的固定方式,载荷的性质、方向、大小及分布情况,轴承的类型与尺寸,轴的毛坯、制造和装配工艺、安装及运输,对轴的变形等因素有关。设计者可根据轴的具体要求进行设计,必要时可做几个方案进行比较,以便选出设计方案,以下是一般轴结构设计原则:1、节约材料,减轻重量,尽量采用等强度外形尺寸或大的截面系数的截面形状;2、易于轴上零件精确定位、稳固、装配、拆卸和调整;3、采用各种减少应力集中和提高强度的结构措施;4、便于加工制造和保证精度。
轴的分类:
常见的轴根据轴的结构形状可分为曲轴、直轴、软轴、实心轴、空心轴、刚性轴、挠性轴(软轴)。直轴又可分为:①转轴,工作时既承受弯矩又承受扭矩,是机械中较常见的轴,如各种减速器中的轴等。②心轴,用来支承转动零件只承受弯矩而不传递扭矩,有些心轴转动,如铁路车辆的轴等,有些心轴则不转动,如支承滑轮的轴等。③传动轴,主要用来传递扭矩而不承受弯矩,如起重机移动机构中的长光轴、汽车的驱动轴等。轴的材料主要采用碳素钢或合金钢,也可采用球墨铸铁或合金铸铁等。轴的工作能力一般取决于强度和刚度,转速高时还取决于振动稳定性。

深圳CNC加工 数控车削非标件定制机加工 精密细长轴加工

轴类零件加工的技术要求
1 尺寸精度轴类零件的主要表面常为两类,一类是与轴承的内圈配合的外圆轴颈,即支承轴颈,用于确定轴的位置并支承轴,尺寸精度要求较高,通常为IT5~IT7;另一类为与各类传动件配合的轴颈,即配合轴颈,其精度稍低,通常为IT6~IT9。
2 几何形状精度主要指轴颈表面、外圆锥面、锥孔等重要表面的圆度、圆柱度。其误差一般应限制在尺寸公差范围内,对于精密轴,需在零件图上另行规定其几何形状精度。
3 相互位置精度包括内、外表面,重要轴面的同轴度、圆的径向跳动、重要端面对轴心线的垂直度、端面间的平行度等。
4 表面粗糙度轴的加工表面都有粗糙度的要求,一般根据加工的可能性和经济性来确定
-/gjjebd/-





